Jednotku, jejíž základní schéma je na následujícím obrázku se používá již řadu let v experimentálním provozu. Vyzkoušela se celá řada různých druhů vstupních materiálů (nadrcené pneumatiky, plasty různého druhu a původu, biomasa atd.) a zjišťoval se optimální režim zpracování toho kterého materiálu. Jedná se především o zjištění optimální teploty, při které dojde k tepelnému rozkladu a po jakou dobu má být daný materiál vystaven této teplotě. Většina vstupních uhlíkatých materiálů měla toto optimum v rozsahu teplot cca 450 – 8000C a doba potřebná pro zabezpečení tepelného rozkladu při této teplotě od cca 30 min až po 180 min.
V současné době se tato jednotka přemisťuje na nové místo, kde by měla být provozována v režimu 24/7. Po spuštění do rutinního provozu jsou všichni zájemci zváni na prohlídku
V současné době je možno nabízet tyto jednotky v různých velikostech, přičemž nejmenší je 250 kg/hod a největší je v podstatě téměř bez omezení, protože se tyto jednotky dají spojovat do série s jedním příslušenstvím pro cca 3tuny vstupního materiálu za hodinu. Tyto jednotky se dodávají především s plynovým ohřevem, přičemž tento plyn si jednotka svým provozem sama ze zpracovávaného materiálu vyrobí, což může ušetřit nemalé finanční prostředky. V případě elektrického ohřevu je zapotřebí kogenerační jednotka.
Tato technologie je zobrazena na dalším obrázku.

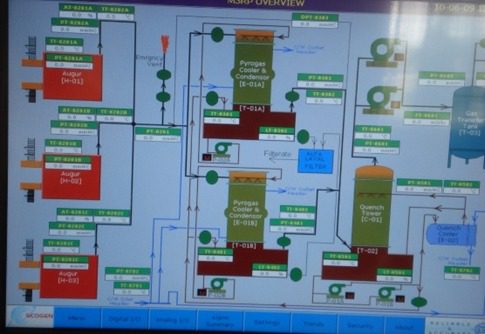
Její řízení umožňuje sofistikovaný software na bázi PLC Alan Bradley. Základní kmunikační obrazovka s jejíž pomocí může operátor komunikovat s jednotkou je na dalším obrázku.